2. Preliminary pilot testing with the MBR system
The wastewater, the reduction properties and the general suitability of the MBR system for these wastewaters were tested on a HUBER Membrane Filtration BioMem® pilot plant. The key component of this plant is the membrane bioreactor, a combined tank in which the processes of biological contaminant removal and membrane filtration with ultrafiltration modules take place quasi-simultaneously. Blowers, pumps and controls are provided as associated equipment for this tank chamber to allow for fully automatic plant operation. Different variants of denitrification can be tested with intelligent operation modes of plant feeding. All operating parameters are logged by the control system. Chemical parameters are analysed in the company’s own laboratory.
The test plant was installed at the end of 2015 and, after a short adaptation phase, operated until April 2016. Intermediate data and the resulting adjustments during the adaptation phase were regularly discussed with the plant operators and planners.
The wastewater was at first put into a small buffer tank so that the later actual wastewater composition could be simulated better. Furthermore, all plant components were insulated and heated to prevent freezing in winter. Automatic sampling devices were installed to obtain representative composite samples from the buffer tank and effluent. Due to the low COD values related to the nitrogen, residual whey was mixed into the influent to enable the complete degradation of nitrogen in the denitrification phase. Furthermore, sodium hydroxide solution was added regularly to keep the pH values neutral – a basic requirement for the biological degradation of contaminants and a stable sludge structure in a MBR.
COD degradation
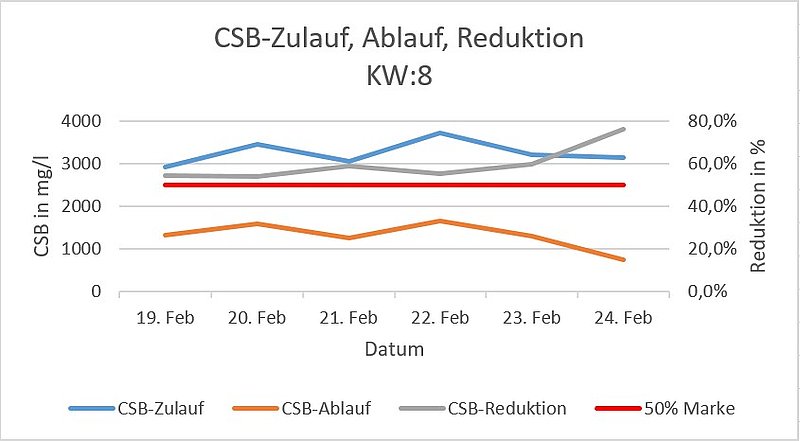
The COD inlet concentrations varied greatly from 20 to 200 mg/l and were generally rather low to ensure both the basic metabolic rate of the microorganisms and denitrification. Available residual whey with a COD of approximately 30,000 to 40,000 mg/l, or whey semi-concentrate with approximately 60,000 to 80,000 mg/l respectively, was therefore added as external carbon source. The COD concentration in the effluent from the plant was, with few exceptions, constantly below 10 mg/l. This value was significantly below the limit concentrations for direct discharge or infiltration.
Phosphate reduction
The concentrations of total phosphate were between 5 and 20 mg/l in the inlet. The outlet concentrations were partly even higher than the inlet concentrations, presumably due to the phosphate entering the plant with the whey. Besides, the respective biocoenosis developed and adapted to the wastewater only in the course of the test operation. At the end of the test phase, the total phosphate in the outlet was permanently below 1 mg/l. Nevertheless, a permanent installation should include simultaneous precipitation to ensure the applicable effluent requirements can reliably be met.
Conversion and reduction of nitrogen
After a short operation phase already, the ammonium nitrogen started to be reliable converted into nitrate nitrogen, i.e. the toxic ammonium nitrogen is decomposed completely and converted into nitrate (“nitrification”). Sufficient anoxic conditions and the presence of carbon are required for the degradation of the nitrate nitrogen (“denitrification”). Degradation started only after adaption of the overall system and after a certain period of operation. The total nitrogen was then reliably below 10 mg/l, and thus below the typical effluent requirements.
After a test phase of approximately two months, it was noticed that nitrogen degradation had deteriorated and no nitrate nitrogen was present anymore, presumably due to insufficient aeration times and the generally unstable biological process.
Pilot test results and résumé
The work task was to verify the operation of a MBR system with the HUBER BioMem plant and review the nitrogen reduction rates in the whey treatment process at Milchwerk Jäger GmbH. Very good effluent values could be achieved for all main parameters, partly far below the typical requirements for dischargers of this size. Fluctuations in the efficiency of degradation were on the one hand related to variations in the wastewater composition. On the other hand, operational failures caused short-term operating troubles (e.g. insufficient oxygen supply). In a full-scale plant, both variations in inlet concentration and operational fluctuations should be significantly lower. A sufficiently sized mixing and balancing tank, as usual, should therefore be built. This will ensure that both uniform loading of the biological treatment system as well as constant effluent values and a high operating stability are achieved.
Automated pH control for optimal pH value adjustment will also improve the operating stability in general. The addition of whey as external carbon source is necessary to ensure a sufficient supply for the microorganism and especially a sufficient denitrification.
All in all, very good effluent values could be achieved, except for only few operational outliers. Evidence was thus presented that the vapour condensates and permeates can without problems be treated by a MBR plant, with reduced space requirements compared to conventional wastewater treatment systems.